


EN-Construction-Sustainability-Responsible sourcing
Responsible sourcing
Responsible sourcing is fast becoming a critical issue for the construction sector and its wider sustainability agenda. Construction clients need to b..

<a href=/green-steel-future/circular-economy>The future is circular
</a>
<a href=/sustainability/green-steel-solutions/optemis/optemis-carbon-lite>Optemis®Carbon Lite is a declaration-based, low carbon emission steel solution offering the potenti...</a>

<a href=/sustainability/green-steel-solutions/optemis>Optemis represents Tata Steel's green steel journey in the UK.</a>

<a href=/green-steel-future/planning>Planning information and guidance around our transition activity.</a>
<a href=/green-steel-future/media-and-resources>Press releases and downloads
</a>

<a href=/products/hot-rolled/forming>Hot-rolled steel for cold forming is used for bending and deep drawing.Tata Steel's forming grades o...</a>
<a href=/products/hot-rolled/high-strength-steel>Tata Steel’s hot-rolled high-strength, low-alloy (HSLA) grades offer formability and strength for ...</a>
<a href=/products/hot-rolled>Hot-rolled steel offers high quality, consistency in use and value.Our hot-rolled strip steel range ...</a>

<a href=/products/metallic-coated/high-strength-steel>Our range of metallic coated high-strength steels includes micro-alloyed and bake-hardening grades. ...</a>

<a href=/products/metallic-coated/ahss>Dual-phase steels are an AHSS steel that combine high yield strength with good ductility – ensurin...</a>

<a href=/products/metallic-coated/structural-steel>Tata Steel’s metallic coated structural steel behaves reliably in roll-forming and bending process...</a>

<a href=/products/metallic-coated>Tata Steel offers a wide choice of metallic coated steel. Our product range includes forming and str...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-hps200_ultra>Super durableguaranteed performance.Designed to withstand even the most demanding and aggressive env...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-prisma>Aesthetics that last,guaranteed.Colorcoat Prisma® demonstrates a step change by utilising cutting e...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-high-reflect>The optimum reflectivity for an internal liner, maximising daylight and reducing requirements for ar...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-lg>A leathergrain plastisol product suitable for roof and wall cladding systems where good performance ...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorfarm>Designed specifically to meet the demands of agricultural buildings including a high resistance to a...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-pe25>The cost effective pre-finished steel for undemanding applications
Colorcoat® PE 25 is an econom...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-pe15>The benchmark for internal liner, ensuring light reflectivity and reducing lighting costs.
Colorc...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-gp>Colorcoat® GP is an economic plastisol product suitable for use in UK and Ireland roof and wall sin...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding>Colorcoat®exterior pre-finished steel has been developed specifically to support the aesthetic and ...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding-row/colorcoat-hps200-ultra>Super durable.
Designed to withstand even the most demanding and aggressive environments, Colorco...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding-row/colorcoat-prisma>Aesthetics that last.
Colorcoat Prisma™ demonstrates a step change by utilising cutting edge th...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-high-reflect>The optimum reflectivity for an internal liner, maximising daylight and reducing requirements for ar...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-pe25>The cost effective pre-finished steel for undemanding applications
Colorcoat® PE 25 is an econom...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-pe15>The benchmark for internal liner, ensuring light reflectivity and reducing lighting costs.
Colorc...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding-row>Colorcoat®exterior pre-finished steel has been developed specifically to support the aesthetic and ...</a>

<a href=/construction/products/coil-flat-sheet/prefinished-steel-fit-out>Advantica®pre-finished steel. Setting the benchmark for quality and innovation.</a>

<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding>Colorcoat®exterior pre-finished steel has been developed specifically to support the aesthetic and ...</a>

<a href=/services/service-centres/uk-steelpark-service-centre>Supplying an extensive range of sheets and blanks of cold rolled, metallic coated and hot rolled spe...</a>

<a href=/services/service-centres/heavy-gauge-decoiling-uk-llanwern>Customers in the lifting and excavating, energy and power, ship building and heavy engineering marke...</a>

<a href=/services/service-centres/ireland-lisburn>The Ireland Service Centre processes and distributes the full range of Tata Steel's flat products fr...</a>
<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>

<a href=/services/service-centres>Tata Steel’s extensive distribution network is one of the largest in the UK.These downstream facil...</a>

<a href=/packaging/products/tinplate>We supply a wide range of proven tinplate products for applications including DWI cans, easy-open en...</a>

<a href=/packaging/products/eccs>Well-proven in a range of applications, our tin-free packaging steel (ECCS) delivers reliable qualit...</a>

<a href=/packaging/products/protact>Protactlaminated steel is food-safe and optimised for efficient, sustainable canmaking with opportun...</a>

<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>

<a href=/products/electrical-steel>Surahammars Bruk, a Tata Steel enterprise, offers a comprehensive range of electrical steel grades a...</a>

<a href=/products/cold-rolled>Tata Steel UK no longer produces cold-rolled annealed wide coil. However customers can still purchas...</a>

<a href=/construction/products/tube/conveyance>Pipework systems for building, engineering and industrial applications.
</a>

<a href=/construction/products/roof>Building Systems UK (a Tata Steel enterprise) roofing systems, structures and accessories provide hu...</a>

<a href=/construction/products/wall>As well as possessing excellent sustainability credentials, our wall systems are available with a va...</a>

<a href=/construction/products/flooring>Our flooring range includes steel composite floor deck that offers the ultimate steel solution for m...</a>

<a href=/construction/products/other/highway-engineering/vetex>Innovative safety barrier systems for modern highways
With over 50 years experience in the safe...</a>

<a href=/construction/products/other/highway-engineering/barriers>High quality precision-engineered systemsWe pioneered our vehicle restraint system back in 1962. Ove...</a>

<a href=/construction/products/other/highway-engineering/off-road>Cost effective and flexible traffic control.Off roadbarrier (Armco barrier, safety barrier and crash...</a>
<a href=/construction/products/other/highway-engineering>Our long years of experience in the highway engineering market means we can offer a wide range of pr...</a>

<a href=/construction/products/other/trench-sheeting>Robust solution for both temporary and permanent use.Tata Steel are a leading manufacturer of trench...</a>

<a href=/about-us/sites-and-facilities/shapfell-lime>Our high performance lime products meet the requirements of a wide range of applications.We produce ...</a>

<a href=/construction/products/roof/insulated-roof-panels>Our insulated roof panels and sandwich panels are available in a range of core thicknesses to meet o...</a>

<a href=/construction/products/roof/profiles>We offer a comprehensive range of profiles,built-upsystems and structural roof deck, to meet all you...</a>
<a href=/construction/products/roof>Building Systems UK (a Tata Steel enterprise) roofing systems, structures and accessories provide hu...</a>

<a href=/construction/products/wall/insulated-panels>Our insulated wall panels and sandwich panels are available in a range of core thicknesses to meet o...</a>

<a href=/construction/products/wall/facades/hub>Our facade systemsform the decorative element of a wall system andare available in bespoke sizes. Hi...</a>

<a href=/construction/products/wall/profiles>We offer a comprehensive range of profiles andbuilt-upsystemsto meet all your cladding requirements.</a>

<a href=/construction/products/wall/liner-tray>We meet designers' needs for efficiency, aesthetics and structural performance by offering a compreh...</a>

<a href=/construction/products/wall/internal/trimawall-internal-walling-system>Building Systems UK's Trimawall® demountable, modular internal walling system has been designed to ...</a>
<a href=/construction/products/wall>As well as possessing excellent sustainability credentials, our wall systems are available with a va...</a>

<a href=/construction/products/flooring/composite-floor-deck>Building Systems UK's (a Tata Steel enterprise) metal floor decking range offers the ultimate steel ...</a>

<a href=/products/hot-rolled/durbar-floor-plate>Durbar®is the leading brand of hot-rolled structural steel floor plate, made in the UK for over 50 ...</a>
<a href=/construction/products/flooring>Our flooring range includes steel composite floor deck that offers the ultimate steel solution for m...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding>Colorcoat®exterior pre-finished steel has been developed specifically to support the aesthetic and ...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding-row>Colorcoat®exterior pre-finished steel has been developed specifically to support the aesthetic and ...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-fit-out>Advantica®pre-finished steel. Setting the benchmark for quality and innovation.</a>
<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>
<a href=/construction/products/coil-flat-sheet>Available in a wide variety of finishes and materials our range of market leading products include C...</a>

<a href=/construction/products/renewables/active-solar-air-heating/unglazed-transpired-solar-collector>An active solar air heating solution that provides a renewable pre-heat function.
AnUnglazed Tran...</a>

<a href=/construction/products/flooring/composite-floor-deck/comflor-active>ComFlor® Active facilitates truly sustainable control of room temperature in new buildings without ...</a>

<a href=/construction/products/renewables>We are a global supplier of pre-finished steel renewable products for the construction industry
</a>

<a href=/construction/products/cladding-accessories/facias-gutters>We supply a variety of fascias and gutters for a variety of roofs from the smallest domestic to the ...</a>

<a href=/construction/products/cladding-accessories/flashings-fabrications>Flashing and fabrications with a superior finish, made to your exact requirements
</a>

<a href=/construction/products/cladding-accessories>From bespoke and standard fabrications for our Colorcoat Urban® range to products for industrial gu...</a>
<a href=/construction/products/other/highway-engineering>Our long years of experience in the highway engineering market means we can offer a wide range of pr...</a>
<a href=/construction/products/other/trench-sheeting>Robust solution for both temporary and permanent use.Tata Steel are a leading manufacturer of trench...</a>
<a href=/construction/modern-methods-of-construction-mmc>Tata Steel are designing and developing products and platforms to enable modern methods of construct</a>
<a href=/construction/products/other/highway-engineering>Our long years of experience in the highway engineering market means we can offer a wide range of pr...</a>
<a href=/construction/products/flooring/comflor/metal-composite-floor-decking-range-overview>One of the most cost effective and efficient ranges of composite floor deck profiles in Europe.Build...</a>

<a href=/construction/products/wall/insulated-panels/formawall>Formawall® is a smooth faced, Secret fixed flat insulated architectural wall panel system with enha...</a>

<a href=/construction/products/wall/insulated-panels/trimapanel>Building Systems UK, a Tata Steel Enterprise, has been a leading manufacturer and supplier of sustai...</a>
<a href=/construction/products/roof/insulated-panels/trisomet>Steel insulated roof panels with optimum performance for water drainage, strength and walkability.Bu...</a>

<a href=/construction/products/roof/profiles/trisobuild>Built-up roof cladding systems can be customised to meet your design requirements including thermal ...</a>

<a href=/construction/products/wall/profiles/trisobuild wall systems>Site assembled, built-up insulated wall systems open up design and performance possibilities for you...</a>
<a href=/construction/products/roof/profiles/roofdek>Building Systems UK(a Tata Steel enterprise) offers a comprehensive range of structural steel roof d...</a>
<a href=/construction/products/wall/internal/trimawall-internal-walling-system>Building Systems UK's Trimawall® demountable, modular internal walling system has been designed to ...</a>
<a href=/construction/products/cladding-accessories/facias-gutters/colocoat-aquatite>A life-times waterproofing - guaranteedBuilding Systems UK's Colorsteels Aquatite®is a pre-finished...</a>

<a href=/construction/key-products/building-systems-uk-building-envelope-solutions-and-structural-steel>The most comprehensive total steel building envelope solution manufactured from one UK source with f...</a>

<a href=/construction/products/wall/profiles/clickfals>A Simple and classic solution. ClickFals® is an exciting product from Tata Steel that is revolution...</a>

<a href=/construction/products/roof/profiles/trapes>These trapezoidal profiles are classical profiled steel panels for use on roofs or facades
In mod...</a>

<a href=/construction/products/wall/profiles/trapes>These trapezoidal profiles are classical profiled steel panels for use on roofs or facades
In mod...</a>

<a href=/construction/products/roof/profiles/sinus>Sinus- a combination of on trend and traditional profiles
Sinus profiles are suitable for use in ...</a>

<a href=/construction/products/wall/profiles/sinus>Sinus- a combination of on trend and traditional profiles
Sinus profiles are suitable for use in ...</a>

<a href=/construction/products/roof/profiles/harmonipluss>Effective, practical and highly economical
Aesthetic and highly economical HarmoniPlus® panels a...</a>

<a href=/construction/products/roof/profiles/hoyprofiler>Versatile and cost-effective
Tata Steel has a wide range of deep deck products with different tec...</a>

<a href=/construction/products/cladding-accessories/flashings-fabrications/flashings-norway>Freedom in design with enhanced architectural appearance
Standard flashings are available in vari...</a>

<a href=/construction/products/cladding-accessories/purlins-rails/z-and-c-purlins>Lightweight and strong
Z- and C-purlins combine lightness and strength with cost effectiveness in...</a>

<a href=/construction/products/cladding-accessories/condensation-regulating-fabric/constop-felt>Economical way to prevent condensation problems
This product is a very economical way to prevent ...</a>

<a href=/construction/key-products/building-systems-norway>A comprehensive range of building components and solutions to the building sector in Denmark, Norway</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-hps200_ultra>Super durableguaranteed performance.Designed to withstand even the most demanding and aggressive env...</a>
<a href=/construction/products/coil-flat-sheet/prefinished-steel-cladding/colorcoat-prisma>Aesthetics that last,guaranteed.Colorcoat Prisma® demonstrates a step change by utilising cutting e...</a>
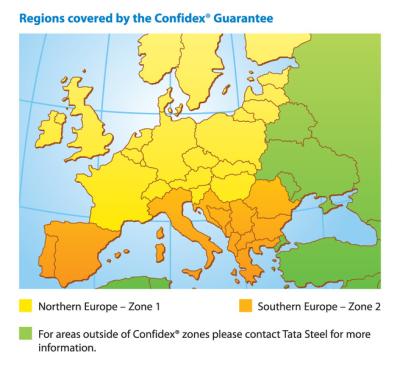
<a href=/construction/services/guarantees/confidex>Offers the most comprehensive guarantee for pre-finished steel products in Europe and provides peace...</a>

<a href=/construction/key-products/colorcoat>A range of pre-finished steel products which have been used for roof and wall cladding systems on co...</a>

<a href=/construction/products/tube/conveyance/install>Robust and reliable building and engineering services solution.
Install®hot-finished tube has be...</a>

<a href=/construction>Used globally, supplied locally, our innovative construction products have inspired pioneering susta...</a>

<a href=/construction/services/guarantees/confidexhome>Confidex® Home is the performance guarantee for Colorcoat HPS200 Ultra® and Colorcoat Prisma®, wh...</a>
<a href=/construction/services/guarantees/platinum-plus>Platinum®Plus is a system guarantee for 25 years, that covers durability, structural and thermal pe...</a>

<a href=/construction/services/guarantees>Tata Steel offer a wide range of system and product guarantees.
</a>

<a href=/construction/services/guarantees>Tata Steel offer a wide range of system and product guarantees.
</a>

<a href=/construction/services/guarantees>Tata Steel offer a wide range of system and product guarantees.
</a>

<a href=/construction/services/guarantees>Tata Steel offer a wide range of system and product guarantees.
</a>

<a href=/construction/services/cpd>Our range of continuous professional development courses we have on offer in the UK, primarily aimed...</a>

<a href=/construction/services/cpd>Our range of continuous professional development courses we have on offer in the UK, primarily aimed...</a>

<a href=/construction/services/cpd>Our range of continuous professional development courses we have on offer in the UK, primarily aimed...</a>

<a href=/construction/services/digital-tools/comflor-software>ComFlor® 9.0.34 Softwareanalyses each of the ComFlor® composite floor decks in construction stage,...</a>

<a href=/construction/services/digital-tools/roofdek-software>The increasing complexity of roof decking projects makes any software aimed at easing the process ve...</a>
<a href=/construction/services/digital-tools/specification-creator>OurPlatinum® Plus system guaranteeoffers coverage for up to 30 years. Simply fill in your project d...</a>

<a href=/construction/services/digital-tools/CO2-calculator>Tata Steel has today unveiled a new building operational CO2 calculation tool that will help specifi...</a>

<a href=/construction/services/digital-tools/colorcoat-compass>Make an informed colour choice based on availability, feasibility and level of guarantee via our Col...</a>

<a href=/construction/services/digital-tools/tube>Developed to complement the original ‘Blue Book’ website, the new and innovative Celsius® Struc...</a>

<a href=/construction/services/digital-tools/norway-roof-planner/hub>In only a few clicks our Roofplanner will create a complete list of everything you need for your roo...</a>

<a href=/construction/services/digital-tools>At Tata Steel we embrace themove towards a connected, digital world and are continuously developing ...</a>
<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>
<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>

<a href=/construction/services/site-guidance/cladding>Information on the correct way to take delivery of your roof and wall cladding products, and how to ...</a>

<a href=/construction/services/colorcoat-site-guidance>Colorcoat site guidance
</a>

<a href=/construction/services/colour-matching-services>Through our Colour Consaltancy service we are able to offer colour matching and colour availability ...</a>
<a href=/construction>Used globally, supplied locally, our innovative construction products have inspired pioneering susta...</a>

<a href=/construction/Building-systems-uk/sustainable-product-decarbonisation>Building Systems UK Carbon Lite product decarbonisation insetting scheme - Contributing to scope 3 e...</a>

<a href=/construction/sustainability/epd/bespoke-epd-request>Bespoke Environmental Product Declaration (EPD) Request
</a>

<a href=/construction/sustainability/providing-sustainability-information-through-EPDs>As an approved EPD programme operator, Tata Steel can produce product-specific environmental product...</a>

<a href=/construction/sustainability/sustainable-construction-for-long-term-outcomes-tubes>Material efficiency innovations and integrated local supply chains for tube steel provide long-term ...</a>
<a href=/construction/sustainability/design-for-circular-economy>The Bruntland Report, published in 1987, developed guiding principles for sustainable development as...</a>
<a href=/construction/sustainability/providing-sustainability-transparency-in-reporting>It isn’t enough simply to say that materials and products are sustainable - it has to be verifiabl...</a>
<a href=/construction/sustainability/responsible-steel-supplier>Tackling a climate and biodiversity emergency, and delivering social value, requires responsibility ...</a>

<a href=/construction/sustainability-three-pillars>Tata Steel is meeting the combined challenges of climate change, the circular economy, and responsib...</a>
<a href=/construction/applications/industrial>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/distribution>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/commercial>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/healthcare>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/education>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/Retail>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/Residential>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/stadia>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/leisure>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/agriculture2>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/transport>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications/energy>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/applications>Tata Steel Construction can provide architects, engineers and surveyors with the highest quality of ...</a>
<a href=/construction/services/cpd/arrange-webinar>Tata Steel provide free CPD seminars either face to face or online. These can be booked at any time ...</a>

<a href=/construction/blogs-news/blogs>Here you can find our latest blogs for Tata Steel in Construction
</a>

<a href=/construction/blogs-news/news>Here you can find our latest news for construction and infrastructure.
</a>

<a href=/construction/tata-steel/podcasts>Our range of podcasts cover some of the key areas in the world of steel in construction from intervi...</a>
<a href=/construction/blogs-news/blogs>Here you can find our latest blogs for Tata Steel in Construction
</a>
<a href=/products/hot-rolled/durbar-floor-plate>Durbar®is the leading brand of hot-rolled structural steel floor plate, made in the UK for over 50 ...</a>

<a href=/engineering/key-products>Our key products add value to customers and end applications.
</a>
<a href=/products/hot-rolled/forming>Hot-rolled steel for cold forming is used for bending and deep drawing.Tata Steel's forming grades o...</a>
<a href=/products/hot-rolled/high-strength-steel>Tata Steel’s hot-rolled high-strength, low-alloy (HSLA) grades offer formability and strength for ...</a>

<a href=/products/hot-rolled/ahss>Tata Steel’s FB590 hot-rolled advanced high strength steels has been developed primarily to meet y...</a>
<a href=/products/hot-rolled/structural-steel>The guaranteed strength and good weldability of our hot-rolled structural steel help ensure ease of ...</a>
<a href=/products/hot-rolled/durbar-floor-plate>Durbar®is the leading brand of hot-rolled structural steel floor plate, made in the UK for over 50 ...</a>

<a href=/products/hot-rolled/heat-treatable-steel>Tata Steel offers a choice of hot-rolled heat-treatable steelsHeat-treatable steels offer advantages...</a>
<a href=/products/hot-rolled/gas-cylinders>Tata Steel’s structural steel for gas cylinders offers excellent deep-drawing properties and welda...</a>
<a href=/products/hot-rolled>Hot-rolled steel offers high quality, consistency in use and value.Our hot-rolled strip steel range ...</a>
<a href=/products/metallic-coated/high-strength-steel>Our range of metallic coated high-strength steels includes micro-alloyed and bake-hardening grades. ...</a>
<a href=/products/metallic-coated/ahss>Dual-phase steels are an AHSS steel that combine high yield strength with good ductility – ensurin...</a>
<a href=/products/metallic-coated>Tata Steel offers a wide choice of metallic coated steel. Our product range includes forming and str...</a>

<a href=/engineering/products/tubes>We have one of the broadest ranges of welded tube from any steel manufacturer. Our expertise in the ...</a>
<a href=/products/electrical-steel>Surahammars Bruk, a Tata Steel enterprise, offers a comprehensive range of electrical steel grades a...</a>
<a href=/products/cold-rolled>Tata Steel UK no longer produces cold-rolled annealed wide coil. However customers can still purchas...</a>

<a href=/engineering/products>Working together with the world’s leading equipment makers, steel processors and domestic applianc...</a>

<a href=/engineering/applications/agriculture-and-forestry>Agriculture and forestry machinery users expect their equipment to be efficient, productive and robu</a>

<a href=/engineering/applications/construction-equipment>Working together, we can meet your growing needs across all types of construction and handling equip</a>

<a href=/engineering/applications/consumer-products>Domestic appliances, furniture,sanitaryand radiators.Quality steel making your consumer products mor...</a>

<a href=/engineering/applications/industrial>A huge variety of industrial applications, from drums and gas bottles to racking and shelving, and s</a>

<a href=/engineering/applications/steel-processors>Re-rollers, profilers, tube makers, coating lines.Supplying material you and your customers can rely</a>

<a href=/engineering/applications/transportation>Our steels are used in trucks, trailers, trains and ships. Our expertise is in finding the right sol</a>
<a href=/engineering/applications>Construction equipment applications, consumer products and more.</a>

<a href=/engineering/case-studies/hyster-yale>Opportunities for Hyster Yale to deliver lower total cost of ownership to its customers
</a>

<a href=/engineering/case-studies/jcb-landpower>EnablingJCB to develop an optimally-designed next-generation tractor
</a>

<a href=/engineering/case-studies>We can make a real difference to your performance by understanding your business and delivering stee...</a>

<a href=/services/nexus>Nexus is the new online customer portal designed specifically for Tata Steel's customers.</a>

<a href=/engineering/services>Customer Technical Services offer technical consultancy and hands-on support tuned to your needs and...</a>
<a href=/Services>Overview of Tata Steel in Europe's services
</a>

<a href=/engineering/blog>Read our latest blogs here for Tata Steel in Engineering
</a>

<a href=/automotive/key-products/magizinc>MagiZinc®: advanced hot-dip galvanised coating for inner parts and outer panels.</a>

<a href=/automotive/key-products/hi-lite>Hi-Lite:a thin non-oriented electrical steel for efficient and high-performance electric motors.
</a>

<a href=/automotive/key-products>Key products in the Automotive product portfolio
</a>
<a href=/products/hot-rolled/high-strength-steel>Tata Steel’s hot-rolled high-strength, low-alloy (HSLA) grades offer formability and strength for ...</a>
<a href=/products/hot-rolled/ahss>Tata Steel’s FB590 hot-rolled advanced high strength steels has been developed primarily to meet y...</a>
<a href=/products/hot-rolled/heat-treatable-steel>Tata Steel offers a choice of hot-rolled heat-treatable steelsHeat-treatable steels offer advantages...</a>
<a href=/products/hot-rolled>Hot-rolled steel offers high quality, consistency in use and value.Our hot-rolled strip steel range ...</a>
<a href=/products/metallic-coated>Tata Steel offers a wide choice of metallic coated steel. Our product range includes forming and str...</a>
<a href=/products/electrical-steel>Surahammars Bruk, a Tata Steel enterprise, offers a comprehensive range of electrical steel grades a...</a>
<a href=/products/cold-rolled>Tata Steel UK no longer produces cold-rolled annealed wide coil. However customers can still purchas...</a>

<a href=/automotive/applications/e-motors>
Preferred partner for high efficiency thin gauge electrical steel enabling next generation designs</a>

<a href=/automotive/applications/seating>
Your expert partner in steel design for seating.
</a>

<a href=/automotive/applications/body-in-white>
Supporting you from concept to series production. Increased energy absorption in BIW parts, reduci...</a>

<a href=/automotive/applications/chassis-and-suspension>
Helping you strike the balance in chassis design.
</a>

<a href=/automotive/applications/outer-panels>High-end vehicle aesthetics for attractive design features and excellent surface finish.</a>

<a href=/automotive/applications>
Tata Steel offers a wide, multi-product portfolio of strip, tubes and forging steels, including a ...</a>

<a href=/automotive/industry-themes/sustainability/decarbonisation>
Electrification will see significant reductions inuse-phase emissions.
</a>

<a href=/automotive/industry-themes/sustainability/resource-efficiency>The circular economy is based on maximising the use of resources and minimising waste.</a>

<a href=/automotive/industry-themes/sustainability>Working towards vehicles that are fully sustainable
</a>

<a href=/automotive/industry-themes/electrification>Steels for the most important components of the electric vehicle.</a>

<a href=/automotive/industry-themes/digitalisation>Smarter technologies and services for a sustainable automotive value chain
</a>

<a href=/automotive/industry-themes>
Many of our products and technical developments are focused around these key industry themes.
</a>

<a href=/automotive/aurora-online>High quality data and expert advice to make your simulations easier to set up and more accurate.
</a>

<a href=/automotive/blog>Read our latest blogs here for Tata Steel in Automotive
</a>
<a href=/packaging/products/tinplate>We supply a wide range of proven tinplate products for applications including DWI cans, easy-open en...</a>
<a href=/packaging/products/eccs>Well-proven in a range of applications, our tin-free packaging steel (ECCS) delivers reliable qualit...</a>
<a href=/packaging/products/protact>Protactlaminated steel is food-safe and optimised for efficient, sustainable canmaking with opportun...</a>
<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>

<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>

<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>

<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>

<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>
<a href=/products/packaging-steel>As one of Europe’s leading suppliers of high quality packaging steels, we work closely with our bu...</a>

<a href=/packaging/applications>Our packaging steel products are designedfor a diverse range ofapplications from aerosols to food ca...</a>

<a href=/packaging/sustainability>Steel is the world’s most sustainable packaging material. It protects and preserves its contents a...</a>
<a href=/packaging/case-studies/bonduelle>Two thirds of Dutch consumers didn'tknow that a can is endlessly recyclable according to consumer re...</a>

<a href=/packaging/case-studies/snert>Joris Bijdendijk is a renowned Dutch chef at the Michelin-starred RIJKS restaurant, located next to ...</a>

<a href=/packaging/case-study/calvo-vuelca-facil>Consumers, from older users to children can sometimes find traditional tuna cans difficult to use du...</a>

<a href=/packaging/case-studies>We can make a real difference to your performance by understanding your business and delivering stee...</a>

<a href=/packaging/technology/innovation-centre>The Innovation Centre provides the technical knowledge and skills that helps us keep our products at...</a>

<a href=/packaging/technology/product-development>Our Product development team draws on a solid foundation in metallurgy, the latest developments in c...</a>

<a href=/packaging/technology>Our Product Development team draws on a solid foundation in metallurgy, the latest developments in c...</a>

<a href=/packaging/blogs-news/blogs>Read our latest blogs here for Tata Steel in Packaging
</a>
<a href=/services/service-centres/uk-steelpark-service-centre>Supplying an extensive range of sheets and blanks of cold rolled, metallic coated and hot rolled spe...</a>
<a href=/services/service-centres/heavy-gauge-decoiling-uk-llanwern>Customers in the lifting and excavating, energy and power, ship building and heavy engineering marke...</a>
<a href=/services/service-centres/ireland-lisburn>The Ireland Service Centre processes and distributes the full range of Tata Steel's flat products fr...</a>
<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>

<a href=/about-us/at-a-glance>Tata Steel is one of the world’s most geographically diversified steel producerswith operations in...</a>

<a href=/about-us/our-strategy>Our mission is to build the leading European steel business thatis sustainable in every sense
</a>
<a href=/about-us/organisation-and-leaders>Overview of Tata Steel UK and information about the members of the Tata Steel UK Board</a>

<a href=/about-us/our-people>We recognise that our people are the primary source of our competitiveness.</a>
<a href=/about-us/our-heritage>Tata Steel was established in India in 1907 and the first ingot of steel was made at Jamshedpur in I...</a>
<a href=/about-us/our-communities/community-partnership-programme>Tata Steelcontribution to communities'economic and social well-being through a proactive Community P...</a>

<a href=/about-us/our-communities>We aim to positively impact the communities in which we operate.</a>
<a href=/about-us/ethical-behaviour/code-of-conduct>Company code of conduct
</a>
<a href=/sustainability/ethical-behaviour/international-rbc-agreement-for-the-metals-sector>International RBC agreement for the metals sector
</a>
<a href=/about-us/ethical-behaviour>Ethical behaviour is intrinsic to the way we conduct our business</a>
<a href=/services/service-centres/heavy-gauge-decoiling-uk-llanwern>Customers in the lifting and excavating, energy and power, ship building and heavy engineering marke...</a>
<a href=/services/service-centres/ireland-lisburn>The Ireland Service Centre processes and distributes the full range of Tata Steel's flat products fr...</a>
<a href=/construction/services/service-centres/colorsteels-services>Colorsteels is Building Systems UK's service centre product range for pre-finished steel processing....</a>
<a href=/services/service-centres/uk-steelpark-service-centre>Supplying an extensive range of sheets and blanks of cold rolled, metallic coated and hot rolled spe...</a>
<a href=/services/service-centres>Tata Steel’s extensive distribution network is one of the largest in the UK.These downstream facil...</a>
<a href=/about-us/sites-and-facilities/shapfell-lime>Our high performance lime products meet the requirements of a wide range of applications.We produce ...</a>

<a href=/about-us/sites-and-facilities/certificates>List of approval certificates by Country covering Tata Steel's European business entities and sites.</a>
<a href=/about-us/our-operations>Sites and Facilities of Tata Steel in Europe</a>
<a href=/media/latest-news>Latest news from Tata Steel in Europe
</a>
<a href=/media/social-media>Social media channels from Tata Steel in Europe
</a>

<a href=/jobs/apprentices>An apprenticeship at Tata Steel is the first step of a rewarding career. We offer a diverse range of...</a>

<a href=/jobs/graduates>Our two-year graduate programme offers excellent opportunities for individuals who want to apply and...</a>

<a href=/jobs/professionals>Engineering and technical innovation is at the very heart of our business.</a>

<a href=/jobs/placements>Internships are a hugely valuable experience for undergraduates, a chance to put theory into practic...</a>

<a href=/jobs/working-at-tata-steel/benefits>Tata Steel UK offers competitive compensation, learning and development opportunities, an inclusive ...</a>

<a href=/jobs/working-at-tata-steel/locations>Here, you can find out more about our locations across the UK. We have sites throughout the UK, and ...</a>
<a href=/jobs/working-at-tata-steel/employee-networks>Employee networks play a vital role in fosteringa positive work environment and maintaining strong e...</a>

<a href=/jobs/working-at-tata-steel>Here, you can find out more about our locations across the UK. We have sites throughout the UK, and ...</a>

<a href=/jobs/employability-hub>We have created this space, to support you. Irrespective of your career stage, whether you are just ...</a>

<a href=/green-steel-future>Tata Steel UK's plan to decarbonise.</a>

<a href=/jobs/get-in-touch-contact-us>You’ll discover an organisation with the ambition and resources, backed up by the commitment to tr...</a>

Port Talbot integrated iron and steel works is situated next to Margam Moors, with Port Talbot Docks bordering the site to the north with the town of Port Talbot.

Port Talbot integrated iron and steel works is situated next to Margam Moors, with Port Talbot Docks bordering the site to the north with the town of Port Talbot, motorway, the main line railway and the PDR forming the eastern boundary.
To the southwest of the site is Swansea Bay and Margam Sands.
The integrated steel works has several identifiable processes which are carried out sequentially across the installation in order to convert the raw iron ores and coal to semi-finished (slab) and finished steel products.
Raw materials
Bulk raw materials arrive by large bulk carrier at the deep water port at the site. The raw materials are stocked out in discrete stockpiles in the stocking areas. Ferrous raw materials including lump ore and pellets along with non-ferrous inputs such as lump fluxes and purchased coke are fed directly to the blast furnaces and/or the BOS plant. Finer ferrous materials along with fluxes, solid fuel fines and various re-usable by-products from throughout the steel production processes are stored in the ore stockyards before being blended together into a sinter feed bed.
Sinter production
Blended sinter bed material contains fluxes, coke breeze and limestone. It is fed onto a travelling grate known as a “strand” at the Sinter Plant where it is ignited. Air is drawn through the bed of material raising the temperature to ~1300oC.The flame front fuses the fine material into an iron-rich clinker known as "sinter". This sinter is cooled and screened prior to being transferred to the blast furnace stock house. The products of combustion from sintering are extensively cleaned using an electrostatic precipitator before being discharged to the air.
Coke making
Coal is also carefully blended to form a coal mix which is then taken by conveyor belt to the Coke Ovens. Here the coal is charged to airtight ovens and is heated at a temperature of between 1200 -1300°C for a period of around 18 hours to produce coke. At the end of the coking cycle, the red hot coke is pushed out of the oven into a rail car, which is transported to a quenching tower where it is quenched by water. The releases from the pushing operation are collected by a fume collection system and are cleaned before being released. After quenching the coke is transferred to the blast furnace for use within the iron production process.
The gas driven off the coal during the coking cycle is cooled, cleaned and useful by-products removed either for re-use or sale. Clean gas is recycled within the site as fuel for heat or electricity production. Excess gas may be burned off at the Coke Ovens flare stack.
The effluent from the by-products plant is fully cleaned, before being discharged along with cooling water from the process
Granulated coal injection plant
In addition to coke making, some coal is crushed and dried at a specialised facility, before being injected directly into the blast furnace.
Iron production – Blast furnaces
At the Blast Furnace stock house coke, iron ore, pellets and sinter, along with fluxes, are carefully weighed and batched to be charged to the Blast Furnace. The Blast Furnace operates on a continuous basis. Air produced at a high pressure in the Power Station is passed through the furnace stoves where it is heated to temperatures in the range of 1000 - 1200°C. This high pressure, hot air (or blast) is then injected together with pulverised granulated coal into the furnace and flows upwards to the top of the furnace. The air reacts with carbon bearing materials at the tuyeres to form carbon monoxide, reducing the iron ore to iron as it travels up the furnace. Further reduction of the iron ore is undertaken directly by the coke in the upper areas of the furnace.
Non-iron bearing materials in the furnace form a slag which is molten at the high temperatures inside. The molten iron and molten slag produced in the furnace both fall to the hearth where they are periodically "tapped" through a taphole.
The blast furnace gas leaves the furnace top and is cooled and cleaned in the gas cleaning system. Cleaned gas is then used as a fuel for other steelmaking processes. Excess gas can either be burnt or vented through several flare stacks or vents. The iron and slag flowing from the taphole are separated in the iron runner with the slag being skimmed off the top of the iron into the slag runner to be further processed in the slag pit or granulator, as necessary. The iron flows underneath a skimmer arrangement to ensure slag free iron can then pass into mobile torpedo ladles to allow transportation by rail to the steel plant.
Steel production – Basic Oxygen Steelmaking (BOS) and Secondary steelmaking
The liquid iron from the Blast Furnaces is transported by rail to the BOS plant in refractory lined torpedoes with a capacity of up to 350 tonnes. On arrival at the BOS plant the molten iron in the torpedo is poured into a charging ladle. Then the iron is de-sulphurised, as necessary, prior to transfer to the steelmaking vessel.
Iron is then charged from the ladle to one of two BOS vessels where scrap and fluxes are added. The process of converting iron to steel is termed a “heat”. Iron charging fume and secondary fume from the BOS heat is extracted through bag filtration plant prior to discharge. Oxygen is blown into the converter at supersonic velocity controlled by a complex software system. Following the BOS primary steelmaking process the steel can go through a number of secondary steelmaking processes to meet customer requirements before being converted into a solid form.
Primary fume from the BOS process is cleaned in a gas cleaning plant and collected for use as a fuel elsewhere in the works. Excess and below specification gas is flared off via one of two flare stacks. Other secondary fume from all BOS processes is extracted through a filtration plant prior to discharge.
Continuous casting
Following final treatment, the steel is transported to the continuous casting plant (Concast) to form solidified steel slabs. At Concast the steel is vertically teemed (through shrouds) into tundishes and then into reciprocating cooled copper moulds via submerged entry shrouds. The steel is then drawn from the mould in a semi-finished partially solid slab and cooled whilst it is drawn down through the continuous casting machine to the horizontal plane and cut to length.
Slab rolling and treatment
Slabs can be sold or then hot or cold connected to the Hot Rolling Mill on the Port Talbot site. At the Port Talbot Hot Mill, hot or cold slabs are heated in reheat furnaces to around 1250°C.The hot slabs are reduced in gauge via the reversing roughing mills and the finishing train and coiled into Hot Rolled Coil (HRC). Hot Rolled Coil can then be sold, or be pickled and transferred to the Cold Mill for further reduction and annealing. Cold rolled steel is brittle and requires further annealing to recover the mechanical properties of the metal. Annealing is carried out either in a continuous annealing plant or Ebner Furnaces and the finished coils are then packaged and transported to customers. Hot rolled and cold rolled coils are transported to customer by rail or road.
Key focus areas for reduction in CO2 relate to the efficient use of process gases and electricity.
Process Gases
The major energy input into the Port Talbot site is in the form of coal which accounts for the majority of all delivered energy. This coal is converted to coke in the coke oven plant and the arising by-product gas (Coke Oven Gas) is distributed throughout the site for use as a fuel. Additional coke is imported. The coke is charged into the blast furnace where it acts as a reductant to produce iron. As a consequence of the ironmaking process vast quantities of low calorific value gas (Blast Furnace Gas) are produced. This gas is fired on the blast furnace stoves, the Power Station (boilers) and the Coke Ovens. BOS gas is collected from the steelmaking process and used mainly in the Power Station boilers. The above integration of energy producers and consumers enables the maximum use of the site’s own, or indigenous, gases (coke oven gas, blast furnace gas and BOS gas) and minimises the use of purchased premium fuels such as natural gas and heavy fuel oil.
Electricity
Non-hazardous waste from the installation may be disposed of at the Morfa non-hazardous internal landfill site. Tata Steel has permits for separate hazardous & non-hazardous waste disposal. The primary recycling streams, by products and wastes are identified and quantified in the landfill permits, with a very high degree of material efficiency being achieved, and minimal residual material landfilled.
The Tata Steel Installation also operates a permitted materials recycling and recovery facility which is used for the processing of site generated wastes to aggregates. It also operates a treatment facility on-site where various iron-rich raw materials, by-products are blended and pelletised. The finished pellets are then recycled as a feedstock at the sinter plant and blast furnaces.
In line with our objective to reduce / eliminate wastes to landfill, we have enacted a number of waste reduction strategies at our plant in Port Talbot, including:
The water used by the works comes from a number of sources; the river Afan supplies water to the Old Dock in Port Talbot and this in turn is used as cooling and process water for the western part of the site along with abstraction from the Ffrwdwyllt stream.
The Castell and the Kenfig rivers are used to supply Eglwys Nunydd reservoir with water. The Arnallt river enters the northern part of the site where, it is pumped across the site to be discharged on to the beach at Margam.
Port Talbot has enacted a number of improvements to optimise its water consumption and have an objective to reduce the amount of process water being used, to reduce the impact that our water emissions have on the environment, as we discharge into ecologically sensitive areas, for example:
Transport impacts are managed centrally within Tata Steel and, as such, it is not possible to disaggregate the transport impacts associated with the production and delivery of specific products from specific locations from the total estimate of Tata Steel transport impacts.
As shipping and logistics activities are managed centrally within Tata Steel it is not possible to disaggregate the CO2 emissions associated with the production and delivery of specific products from specific locations from the total estimate of Tata Steel transport impacts. See the general page for [information on Tata Steel’s transport impacts] and some of the steps we are taking to reduce these.
We apply a common approach to employment and skills at all, of its sites. See the general page for information on what [Tata Steel is doing to advance the learning and development of its employees].
As a responsible employer, Tata Steel strives to have a positive impact on the communities in which it operates.
Tata Steel strives to enrich its local communities and contribute to their future economic and social wellbeing through a proactive Community Partnership Programme. The main focus of the Community Partnership Programme is to work closely with the communities in which we operate to help improve these areas. The theme of Tata Steel’s Community Partnership Programme is “Future Generations.” All Community Partnership Programme activities support “Future Generations” and are also aligned to the sub themes of:
In Port Talbot, most of the people who work for us—and many who do not—live nearby, raise their children here and pursue their lives in the communities surrounding our works. We are an integral part of those communities and are intimately involved in supporting them.
As a major employer, our performance strongly influences the prosperity of the region. Our involvement is not just economic, though. We also concentrate on social development, education, health, safety and the environment.
Many of our employees are recruited locally and because we also want the best young people to join us, we help schools near our sites to educate and motivate those young people.
In addition, we meet with local councils and the Welsh Assembly Government regularly to exchange views about what is going on, because this business is committed to harmonising commercial success with the well-being of our employees and the community.
As well as working in partnership with the Port Talbot community, Tata Steel also provides proactive investment in local community initiatives. These donations provide sustainable investment in initiatives that bring benefits to “Future Generations” in the communities in which Tata Steel operates. Donations are made to charitable and non-profit organisations within the communities in which Tata Steel operates, with a particular focus on the Port Talbot area.
| Port Talbot | 2016 | 2017 | 2018 | 2019 | 2020 | 2021 | 2022 | 2023 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CO2 emission (t) | Verified EU ETS | 6,558,464 | 6,554,974 | 5,814,379 | 6,432,852 | 6,069,842 | 6,643,839 | 5,673,654 | 5,706,594 | ||||||||
| Worldsteel scope | 7,414,915 | 7,361,790 | 6,849,925 | 6,972,719 | |||||||||||||
| Water use (m³) | 20,061,880 | 18,046,774 | 19,328,457 | 22,906,837 | 88,108,127 | 55,199,136 | 44,412,019 | 49,302,190 | |||||||||
| Waste disposed (t) (% of waste produced) | 11,221 | 8% | 18,390 | 10% | 21,844 | 7% | 17,137 | 7% | 3,620.35 | 0.2% | 6,619.70 | 0.2% | 6,226.47 | 0.2% | 8,789.68 | 0.2% | |
| Waste recovered (t) (% of waste produced) | 125,350 | 92% | 132,765 | 90% | 297,749 | 93% | 233,334 | 93% | 1,812,162 | 99.8% | 2,663,644 | 99.8% | 2,664,205 | 99.8% | 4,824,994 | 99.8% | |
| Justified complaints (n) | 261 | 291 | 750 | 1274 | 469 | 205 | 356 | 800 | |||||||||