




































































































































































EN-Construction-Product-Colorcoat HPS200 Ultra
Colorcoat HPS200 Ultra®
Super durable guaranteed performance.Designed to withstand even the most demanding and aggressive environments, Colorcoat HPS200 Ultra® pre-fini..
Here, Richard Owen, Technical Liaison Manager, at Tata Steel, will explore the impressive heritage of Colorcoat® and how our extensive experience is benefitting customers in the real world – particularly where durability of the product can demonstrate whole life carbon benefits in a building.

The construction industry is one which is constantly evolving, with new products and technologies being introduced frequently. Whilst this development and drive to progress is a great thing for the sector, there are products that have truly stood the test of time, representing decades of research, development and investment. One of the products in the Colorcoat® pre-finished steel range is a great example of this.
Initially launched in 1965, the initial generation of Colorcoat® came in 12 colours and was the first offering of its kind in Europe at the time, with a nominal 200-micron thick layer making it extremely durable.
Following this, we then introduced Colorcoat HP200®, which brought even more colour choice to customers, as well as an increased 20 years of performance life.

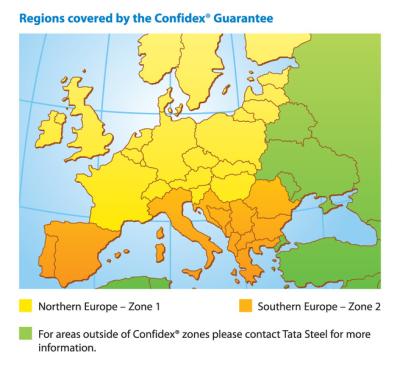
However, it was in 1992 that we introduced our market-leading Confidex® Guarantee – an initiative that really set the bar for performance levels for pre-finished steel. This guarantee provided customers with the peace of mind that our product would last for decades, even in environmentally challenging locations.
Throughout the 90s we also introduced other innovations, including a Galvalloy® metallic coating for exceptional corrosion resistance and cut edge protection. In addition to this, we also launched the unique Scintilla® emboss as a mark of authenticity, differentiating it from other pre-finished steel products on the market at the time. Further improvements to colour and gloss retention and an extended 27 shade colour palette followed this, supporting the reputation the product had established already for durability and long-lasting performance.
The 2000s brought with it the latest current version of our Colorcoat HPS200 Ultra® pre-finished steel. Following research into advanced topcoat technology and the development of a phthalate free formulation, it offered enhanced durability, as well as environmental benefits. We also extended our Confidex® Guarantee period for up to 40 years, furthering the reliability of the product offering.
Across this time pre-finished steel continued to gain popularity with many architects and designers, leading to the creation of Repertoire®, a service that offered bespoke shades allowing specific branding colours to be implemented into building envelopes.
In the 2010s, we looked to build upon the success of Colorcoat HPS200 Ultra®, with a particular focus on durability and sustainability, testing the product beyond the limits at the time. This made it ideal for both demanding internal and external environments.

A further enhancement to the Confidex® Guarantee was then implemented in 2014, which included the use of clip and fix PV frame modules, allowing them to be installed over the product without invalidating or reducing the Confidex® Guarantee term length.
In 2017, we also developed the primer and pre-treatment of the product to make it chromate free, including hexavalent chrome – a requirement for all products manufactured in Europe from 2017, without compromising on the durability of the product.
In an effort to further demonstrate the durability and corrosion resistance of Colorcoat HPS200 Ultra®, and in line with the new EN 10169 standards introduced in 2022, we concluded extended weathering of the product at a C5 exposure site. This achieved the new RC5+ category for corrosion resistance – the highest European classification for pre-finished steel.

As well as testing to these standards, the product is backed up with even more extreme real-world testing and global data, having been installed around the world in many demanding environments.
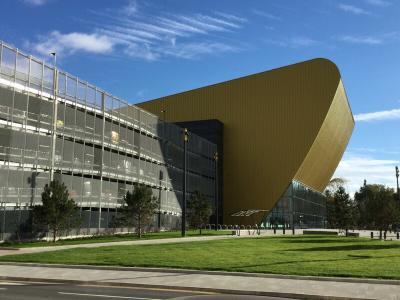
Today, our Colorcoat® products continue to be used globally for building envelope, roof and wall cladding systems in a variety of industrial and commercial buildings that are built to last, such as warehouses, distribution and logistics hubs, as well as schools, and leisure applications – industry recognition that could never have been achieved without over 60 years of research and development.